ШПИНДЕЛЬ
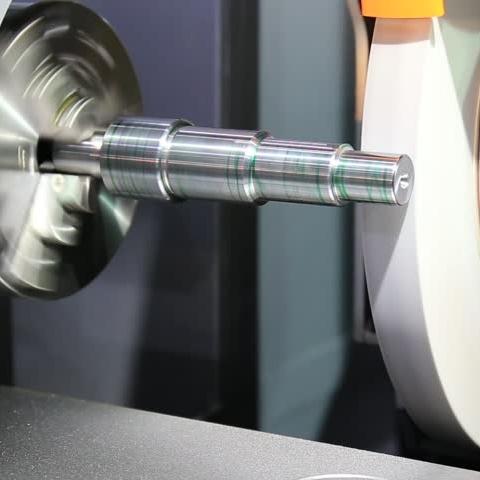
Шлифование цилиндрических поверхностей металла
Шлифование наружных поверхностей, цилиндрических и пологих конических, осуществляется в неподвижных центрах полуавтоматических станков с ЧПУ.
Класс точности: П.
Наибольший диаметр обрабатываемой детали: 200 мм.
Наибольшая длина обрабатываемой детали: 1000 мм.
Длина шлифования: 1000 мм.
ЗаказатьЗадать вопросКласс точности: П.
Наибольший диаметр обрабатываемой детали: 200 мм.
Наибольшая длина обрабатываемой детали: 1000 мм.
Длина шлифования: 1000 мм.
Шлифование цилиндрических поверхностей металла.
Продольное шлифование. Припуск снимается за несколько проходов при минимальной глубине резания.
Глубинное шлифование. Припуск снимается за один проход с глубиной резания до 0,4 мм максимум и продольной подачей до 6 мм/об. Основной срез металла осуществляется передней частью круга, остальной участок инструмента обеспечивает чистовую обработку.
Врезное шлифование. Позволяет обработать поверхность по всей её длине. Такой способ может применяться, когда ширина шлифуемой поверхности не превышает 200 мм.
Шлифование с поперечной подачей. Зерно абразива срезает свежий слой металла, а обработка происходит при наиболее коротком пути перемещения круга.
Комбинированное шлифование. Это работа с поперечной и продольной подачами, можно обработать жёсткие заготовки большой длины.
Наибольший диаметр обрабатываемой детали: 200 мм.
Наибольшая длина обрабатываемой детали: 1000 мм.
Длина шлифования: 1000 мм.
Глубинное шлифование. Припуск снимается за один проход с глубиной резания до 0,4 мм максимум и продольной подачей до 6 мм/об. Основной срез металла осуществляется передней частью круга, остальной участок инструмента обеспечивает чистовую обработку.
Врезное шлифование. Позволяет обработать поверхность по всей её длине. Такой способ может применяться, когда ширина шлифуемой поверхности не превышает 200 мм.
Шлифование с поперечной подачей. Зерно абразива срезает свежий слой металла, а обработка происходит при наиболее коротком пути перемещения круга.
Комбинированное шлифование. Это работа с поперечной и продольной подачами, можно обработать жёсткие заготовки большой длины.
Наибольший диаметр обрабатываемой детали: 200 мм.
Наибольшая длина обрабатываемой детали: 1000 мм.
Длина шлифования: 1000 мм.


Отправить заявку
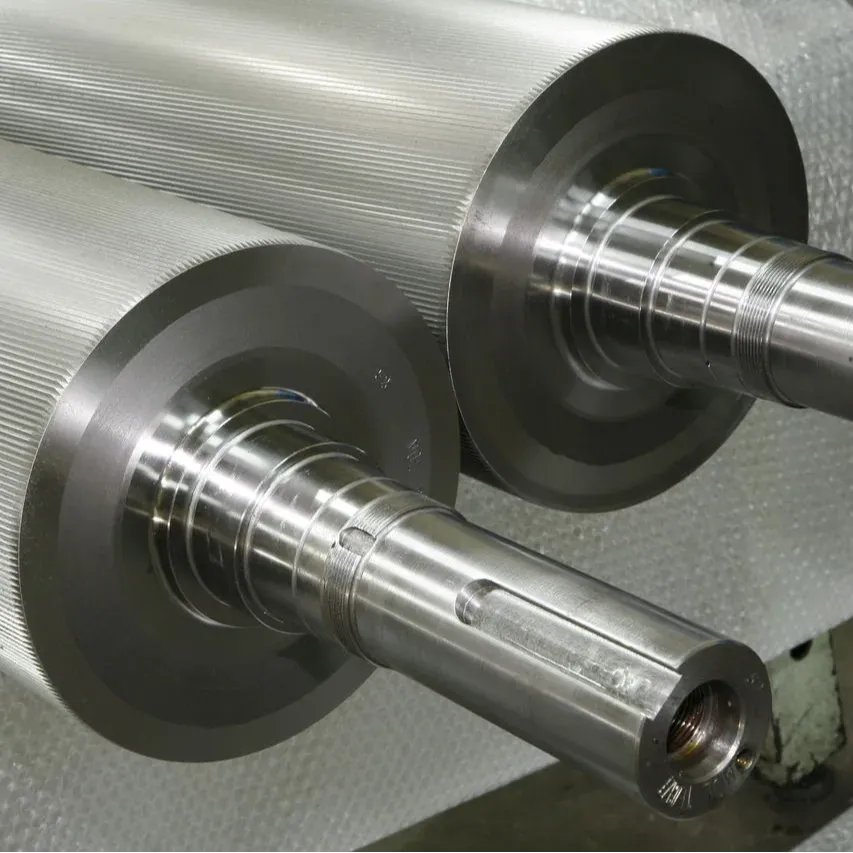
Шлифование цилиндрических деталей из стали.
Продольное шлифование стальных деталей. Припуск снимается за несколько проходов при минимальной глубине резания.
Глубинное шлифование деталей из стали. Припуск снимается за один проход с глубиной резания до 0,4 мм максимум и продольной подачей до 6 мм/об. Основной срез металла осуществляется передней частью круга, остальной участок инструмента обеспечивает чистовую обработку стальной детали.
Врезное шлифование стальной заготовки. Позволяет обработать поверхность по всей её длине. Такой способ может применяться, когда ширина шлифуемой поверхности стальной детали не превышает 200 мм.
Шлифование с поперечной подачей. Производится широким кругом сразу по всей длине шлифуемой поверхности стальной детали. Шлифовальному кругу сообщается поперечная подача по направлению к центровой линии детали.
Комбинированное шлифование. Это работа с поперечной и продольной подачами, можно обработать стальные заготовки большой длины.
Глубинное шлифование деталей из стали. Припуск снимается за один проход с глубиной резания до 0,4 мм максимум и продольной подачей до 6 мм/об. Основной срез металла осуществляется передней частью круга, остальной участок инструмента обеспечивает чистовую обработку стальной детали.
Врезное шлифование стальной заготовки. Позволяет обработать поверхность по всей её длине. Такой способ может применяться, когда ширина шлифуемой поверхности стальной детали не превышает 200 мм.
Шлифование с поперечной подачей. Производится широким кругом сразу по всей длине шлифуемой поверхности стальной детали. Шлифовальному кругу сообщается поперечная подача по направлению к центровой линии детали.
Комбинированное шлифование. Это работа с поперечной и продольной подачами, можно обработать стальные заготовки большой длины.
Отправить заявку
Шлифование цилиндрических деталей из алюминия и его сплавов.
Выполняем работы наружной шлифовке деталей из алюминия и его сплавов различной плотности: дюралюминия типа Д16, алюминиево-магниевых сплавов типа АМг, АЛ2, АК6 и другие.
Продольное шлифование алюминиевых деталей. Припуск снимается за несколько проходов при минимальной глубине резания.
Глубинное шлифование деталей из алюминия. Припуск снимается за один проход с глубиной резания до 0,4 мм максимум и продольной подачей до 6 мм/об. Основной срез металла осуществляется передней частью круга, остальной участок инструмента обеспечивает чистовую обработку алюминиевой детали.
Врезное шлифование заготовки из алюминия. Позволяет обработать поверхность по всей её длине.
Шлифование с поперечной подачей. Производится широким кругом сразу по всей длине шлифуемой поверхности алюминиевой детали. Шлифовальному кругу сообщается поперечная подача по направлению к центровой линии детали из алюминия и его сплавов.
Продольное шлифование алюминиевых деталей. Припуск снимается за несколько проходов при минимальной глубине резания.
Глубинное шлифование деталей из алюминия. Припуск снимается за один проход с глубиной резания до 0,4 мм максимум и продольной подачей до 6 мм/об. Основной срез металла осуществляется передней частью круга, остальной участок инструмента обеспечивает чистовую обработку алюминиевой детали.
Врезное шлифование заготовки из алюминия. Позволяет обработать поверхность по всей её длине.
Шлифование с поперечной подачей. Производится широким кругом сразу по всей длине шлифуемой поверхности алюминиевой детали. Шлифовальному кругу сообщается поперечная подача по направлению к центровой линии детали из алюминия и его сплавов.

Отправить заявку
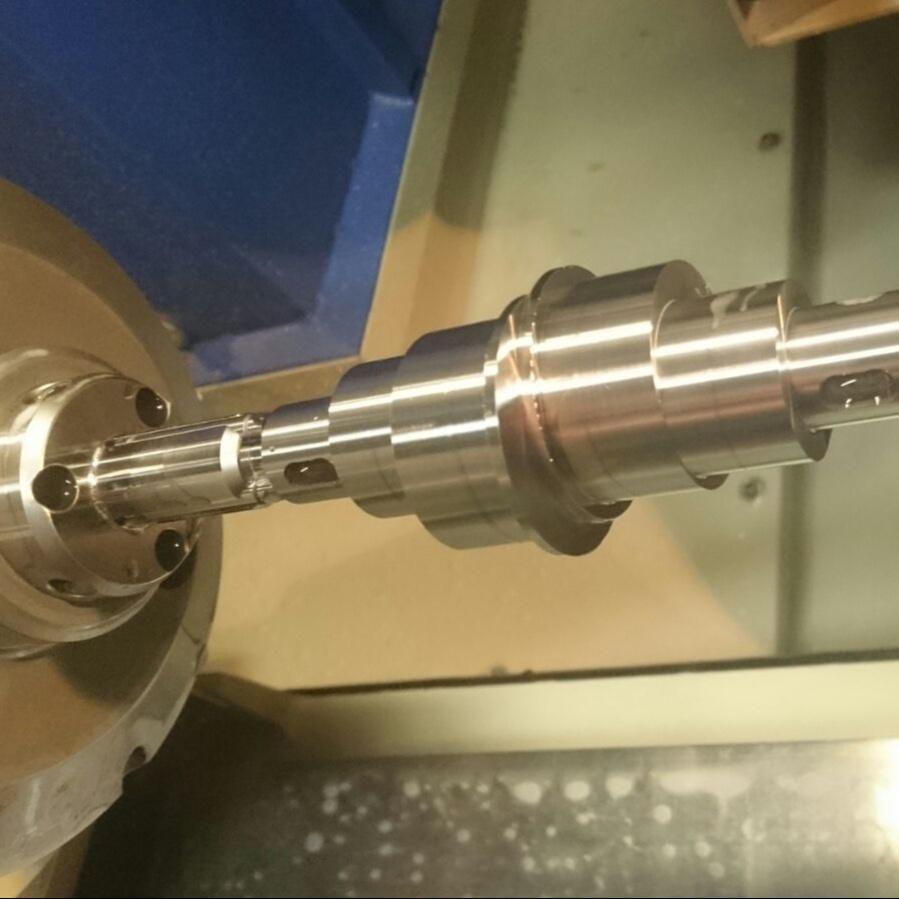
Шлифование цилиндрических деталей из нержавеющей стали.
Выполняем работы по шлифованию цилиндрических деталей из нержавеющей стали и ее сплавов с различными характеристиками. Некоторые марки нержавеющей стали, которые поддаются обработке этим методом: 20х13, 40х13, 14х17н2а.
Продольное шлифование деталей из нержавейки. Припуск снимается за несколько проходов при минимальной глубине резания.
Глубинное шлифование деталей из нержавейки. Припуск снимается за один проход с глубиной резания до 0,4 мм максимум и продольной подачей до 6 мм/об.
Врезное шлифование заготовки из нержавейки. Позволяет обработать поверхность по всей её длине. Такой способ может применяться, когда ширина шлифуемой поверхности детали из нержавейки не превышает 200 мм.
Комбинированное шлифование. Это работа с поперечной и продольной подачами, можно обработать заготовки из нержавейки большой длины.
Продольное шлифование деталей из нержавейки. Припуск снимается за несколько проходов при минимальной глубине резания.
Глубинное шлифование деталей из нержавейки. Припуск снимается за один проход с глубиной резания до 0,4 мм максимум и продольной подачей до 6 мм/об.
Врезное шлифование заготовки из нержавейки. Позволяет обработать поверхность по всей её длине. Такой способ может применяться, когда ширина шлифуемой поверхности детали из нержавейки не превышает 200 мм.
Комбинированное шлифование. Это работа с поперечной и продольной подачами, можно обработать заготовки из нержавейки большой длины.


Отправить заявку
Шлифование цилиндрических деталей из бронзы.
Выполняем работы по наружной шлифовке цилиндрических деталей из бронзы и ее сплавов с различными характеристиками: БрОЦС5-5-5. БрАЖ9-4. БрАЖМц10-3-1,5 и другие.
Продольное шлифование деталей из бронзы. Припуск снимается за несколько проходов при минимальной глубине резания.
Глубинное шлифование деталей из бронзы. Припуск снимается за один проход с глубиной резания до 0,4 мм максимум и продольной подачей до 6 мм/об. Основной срез металла осуществляется передней частью круга, остальной участок инструмента обеспечивает чистовую обработку детали из бронзы.
Врезное шлифование бронзовой заготовки. Позволяет обработать поверхность по всей её длине. Такой способ может применяться, когда ширина шлифуемой поверхности детали из бронзы не превышает 200 мм.
Комбинированное шлифование. Это работа с поперечной и продольной подачами, можно обработать заготовки из бронзы большой длины.
Продольное шлифование деталей из бронзы. Припуск снимается за несколько проходов при минимальной глубине резания.
Глубинное шлифование деталей из бронзы. Припуск снимается за один проход с глубиной резания до 0,4 мм максимум и продольной подачей до 6 мм/об. Основной срез металла осуществляется передней частью круга, остальной участок инструмента обеспечивает чистовую обработку детали из бронзы.
Врезное шлифование бронзовой заготовки. Позволяет обработать поверхность по всей её длине. Такой способ может применяться, когда ширина шлифуемой поверхности детали из бронзы не превышает 200 мм.
Комбинированное шлифование. Это работа с поперечной и продольной подачами, можно обработать заготовки из бронзы большой длины.

Отправить заявку
Шлифование цилиндрических деталей из латуни.
Выполняем работы по внешнему шлифованию цилиндрических деталей из латуни и ее сплавов с различными характеристиками: ЛС59-1, Л-63, Л59 и других.
Продольное шлифование деталей из латуни. Припуск снимается за несколько проходов при минимальной глубине резания.
Глубинное шлифование бронзовых деталей. Припуск снимается за один проход с глубиной резания до 0,4 мм максимум и продольной подачей до 6 мм/об. Основной срез металла осуществляется передней частью круга, остальной участок инструмента обеспечивает чистовую шлифовку латуни.
Врезное шлифование латунной заготовки. Позволяет обработать поверхность по всей её длине. Такой способ может применяться, когда ширина шлифуемой поверхности детали из латуни не превышает 200 мм.
Шлифование с поперечной подачей. Производится широким кругом сразу по всей длине шлифуемой поверхности латунной детали. Шлифовальному кругу сообщается поперечная подача по направлению к центровой линии детали из латуни и ее сплавов.
Продольное шлифование деталей из латуни. Припуск снимается за несколько проходов при минимальной глубине резания.
Глубинное шлифование бронзовых деталей. Припуск снимается за один проход с глубиной резания до 0,4 мм максимум и продольной подачей до 6 мм/об. Основной срез металла осуществляется передней частью круга, остальной участок инструмента обеспечивает чистовую шлифовку латуни.
Врезное шлифование латунной заготовки. Позволяет обработать поверхность по всей её длине. Такой способ может применяться, когда ширина шлифуемой поверхности детали из латуни не превышает 200 мм.
Шлифование с поперечной подачей. Производится широким кругом сразу по всей длине шлифуемой поверхности латунной детали. Шлифовальному кругу сообщается поперечная подача по направлению к центровой линии детали из латуни и ее сплавов.

Отправить заявку
Шлифование цилиндрических медных деталей.
Выполняем работы по внешнему шлифованию деталей из меди и ее сплавов с различными характеристиками: М00, М0, М1, М2 и другие.
Продольное шлифование деталей из меди. Припуск снимается за несколько проходов при минимальной глубине резания.
Глубинное шлифование медных деталей. Припуск снимается за один проход с глубиной резания до 0,4 мм максимум и продольной подачей до 6 мм/об. Основной срез металла осуществляется передней частью круга, остальной участок инструмента обеспечивает чистовую шлифовку меди.
Врезное шлифование медной заготовки. Позволяет обработать поверхность по всей её длине. Такой способ может применяться, когда ширина шлифуемой поверхности детали из меди не превышает 200 мм.
Шлифование с поперечной подачей. Производится широким кругом сразу по всей длине шлифуемой поверхности медной детали. Шлифовальному кругу сообщается поперечная подача по направлению к центровой линии детали из меди и ее сплавов.
Продольное шлифование деталей из меди. Припуск снимается за несколько проходов при минимальной глубине резания.
Глубинное шлифование медных деталей. Припуск снимается за один проход с глубиной резания до 0,4 мм максимум и продольной подачей до 6 мм/об. Основной срез металла осуществляется передней частью круга, остальной участок инструмента обеспечивает чистовую шлифовку меди.
Врезное шлифование медной заготовки. Позволяет обработать поверхность по всей её длине. Такой способ может применяться, когда ширина шлифуемой поверхности детали из меди не превышает 200 мм.
Шлифование с поперечной подачей. Производится широким кругом сразу по всей длине шлифуемой поверхности медной детали. Шлифовальному кругу сообщается поперечная подача по направлению к центровой линии детали из меди и ее сплавов.

Отправить заявку
Шлифование цилиндрических деталей из титана.
Выполняем внешнюю шлифовку деталей из титана и его сплавов с различными характеристиками: ВТ-1-0, Ti-6Al-4V и другие.
Продольное шлифование деталей из титана. Припуск снимается за несколько проходов при минимальной глубине резания.
Глубинное шлифование титановых деталей. Припуск снимается за один проход с глубиной резания до 0,4 мм максимум и продольной подачей до 6 мм/об. Основной срез металла осуществляется передней частью круга, остальной участок инструмента обеспечивает чистовую шлифовку титана.
Врезное шлифование титановой заготовки. Позволяет обработать поверхность по всей её длине. Такой способ может применяться, когда ширина шлифуемой поверхности детали из титана не превышает 200 мм.
Шлифование с поперечной подачей. Производится широким кругом сразу по всей длине шлифуемой поверхности титановой детали. Шлифовальному кругу сообщается поперечная подача по направлению к центровой линии детали из титана и его сплавов.
Продольное шлифование деталей из титана. Припуск снимается за несколько проходов при минимальной глубине резания.
Глубинное шлифование титановых деталей. Припуск снимается за один проход с глубиной резания до 0,4 мм максимум и продольной подачей до 6 мм/об. Основной срез металла осуществляется передней частью круга, остальной участок инструмента обеспечивает чистовую шлифовку титана.
Врезное шлифование титановой заготовки. Позволяет обработать поверхность по всей её длине. Такой способ может применяться, когда ширина шлифуемой поверхности детали из титана не превышает 200 мм.
Шлифование с поперечной подачей. Производится широким кругом сразу по всей длине шлифуемой поверхности титановой детали. Шлифовальному кругу сообщается поперечная подача по направлению к центровой линии детали из титана и его сплавов.

Отправить заявку
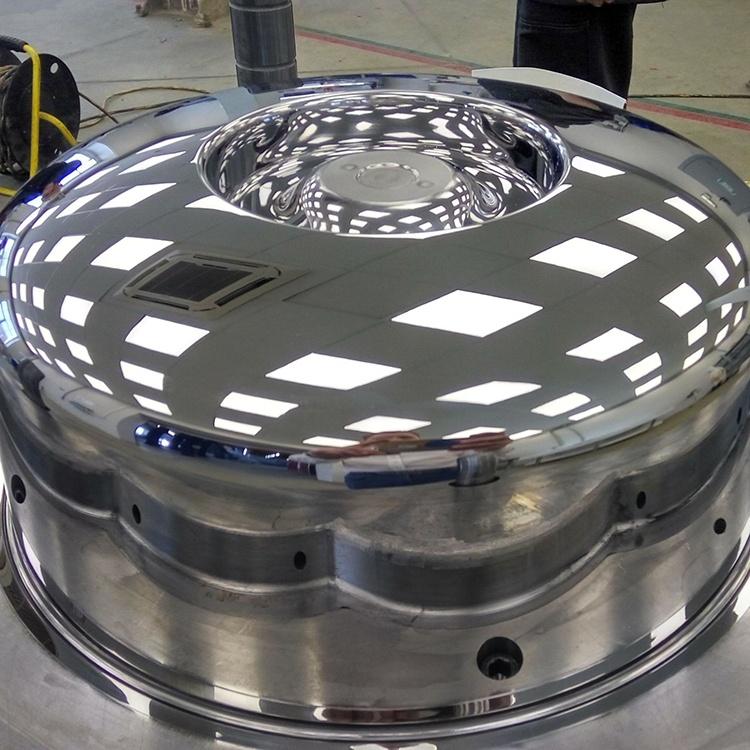
Станочный парк организации позволяет выполнять сложные заказы.
Благодаря широкому спектру операций механической обработки металла ООО "ПРОМ-МЕХАНИКА" может производить изделия различных форм и размеров с необходимыми характеристиками и качеством поверхности.
Ассортимент инструментов для проведения обработки на производстве позволяет изготовить как мелкие детали: гайки, винты с резьбой, обычные бытовые детали, так и более масштабные детали машин — двигателей, строительного оборудования и более сложных механизмов.
Наличие металла на складе и производство полного цикла сокращает сроки производства.
Процент выборки для проверки качества достигает 100%.
Отправить заявкуБлагодаря широкому спектру операций механической обработки металла ООО "ПРОМ-МЕХАНИКА" может производить изделия различных форм и размеров с необходимыми характеристиками и качеством поверхности.
Ассортимент инструментов для проведения обработки на производстве позволяет изготовить как мелкие детали: гайки, винты с резьбой, обычные бытовые детали, так и более масштабные детали машин — двигателей, строительного оборудования и более сложных механизмов.
Наличие металла на складе и производство полного цикла сокращает сроки производства.
Процент выборки для проверки качества достигает 100%.
Изготовление деталей высокой точности
Задать вопрос
Получить консультацию еще никогда не было так просто! Введите данные ниже, а остальное оставьте нам!
Оставляя заявку, вы соглашаетесь на обработку персональных данных.
Онлайн быстрее
Оформить заказ еще никогда не было так просто! Введите данные ниже, а остальное оставьте нам!
Оставляя заявку, вы соглашаетесь на обработку персональных данных.
Craftum
Сайт создан на Craftum