ШПИНДЕЛЬ
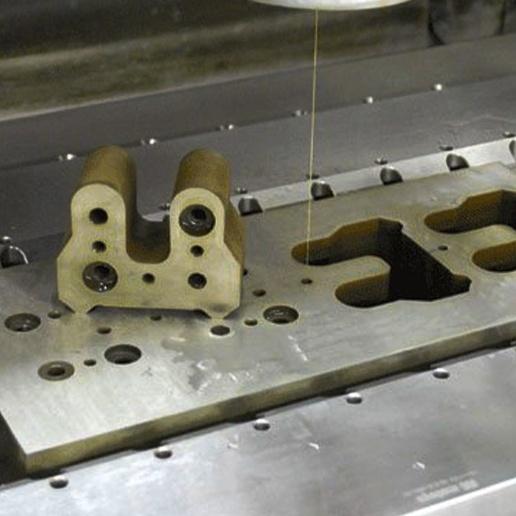
Электроэрозионная резка металла на станках с ЧПУ.
Электроэрозионная резка металла — эффективный технологический процесс, позволяющий изготавливать детали из металла с высокой точностью.
Применение тонкой проволоки позволяет получать прецизионные детали с высокой точностью и качеством поверхности. Точность достигает ±0,005 мм, шероховатость поверхности — Ra 0,1 мкм.
ЗаказатьЗадать вопросПрименение тонкой проволоки позволяет получать прецизионные детали с высокой точностью и качеством поверхности. Точность достигает ±0,005 мм, шероховатость поверхности — Ra 0,1 мкм.
Электроэрозионная резка на станках с ЧПУ.
Глубокая обработка заготовки. Глубина прошиваемого отверстия может достигать 40 диаметров.
Возможность решать задачи, с которыми не справляются методы механической обработки. Например, обрабатывать закрытые полости с фигурной поверхностью дна, малые внутренние радиусы.
Высокая точность резки, до 0,001 мм. Низкая шероховатость поверхности.
Применимость для материалов любой плотности. В том числе труднообрабатываемых, твёрдых сплавов и других прочных материалов.
Получение полностью готовой детали. Электроэрозионная резка не нуждается в промежуточных операциях.
Снижение рисков деформации тонкостенных деталей, которая наблюдается при механической обработке.
Позволяет производить детали сложной и необычной конфигурации. Осуществляет контурную обработку детали.
Производит работы из листовой стали, сложенной в блок.
Возможность решать задачи, с которыми не справляются методы механической обработки. Например, обрабатывать закрытые полости с фигурной поверхностью дна, малые внутренние радиусы.
Высокая точность резки, до 0,001 мм. Низкая шероховатость поверхности.
Применимость для материалов любой плотности. В том числе труднообрабатываемых, твёрдых сплавов и других прочных материалов.
Получение полностью готовой детали. Электроэрозионная резка не нуждается в промежуточных операциях.
Снижение рисков деформации тонкостенных деталей, которая наблюдается при механической обработке.
Позволяет производить детали сложной и необычной конфигурации. Осуществляет контурную обработку детали.
Производит работы из листовой стали, сложенной в блок.


Отправить заявку
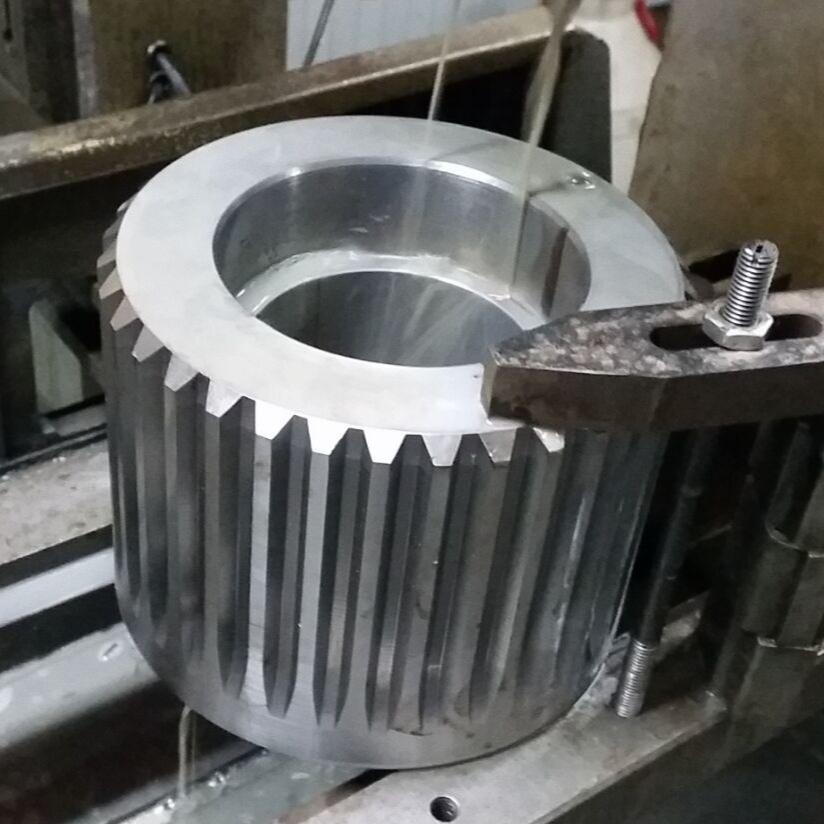
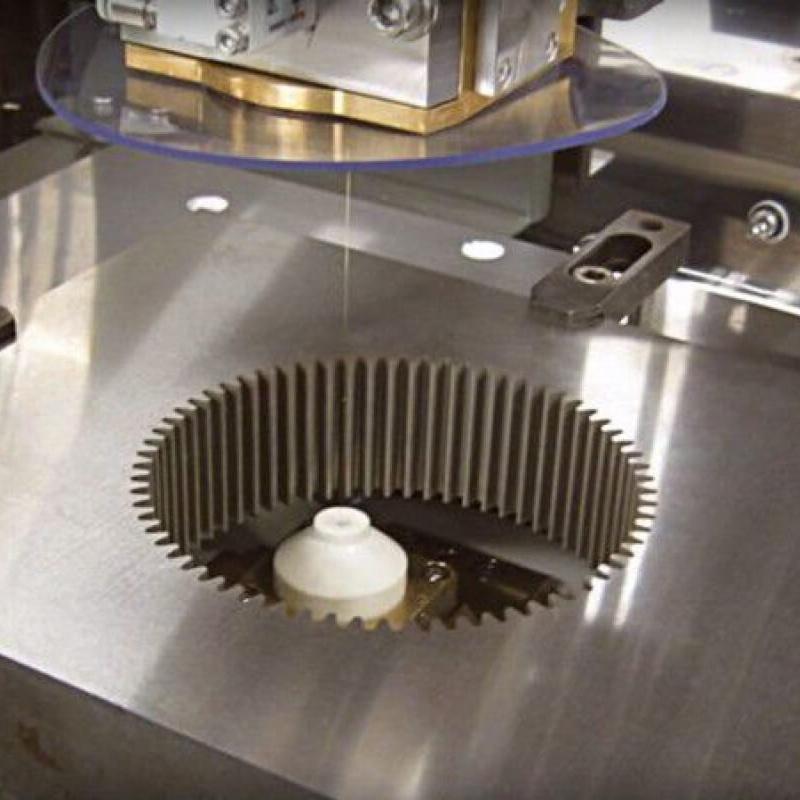
Электроэрозионная резка стали.
Электроэрозионная резка стали. Эффективный технологический процесс, позволяющий с высокой точностью изготавливать матрицы, шаблоны, копиры, цанги, зубчатые колёса, лекала, фасонные резцы и другой сложный профиль.
Возможность создания стальных деталей произвольной геометрии. В том числе с криволинейными контурами и отверстиями малого диаметра.
Отсутствие ограничений по твёрдости стали и ее сплавов. Резке поддаются как закалённые стали, карбид вольфрама и другие жаропрочные материалы.
Отсутствие контакта проволоки со стальной заготовкой. Это предотвращает её износ и деформацию.
Нет ограничений по толщине стальной заготовки. Но при значительной высоте реза точность может снизиться из-за отклонения электрода.
Возможность создания стальных деталей произвольной геометрии. В том числе с криволинейными контурами и отверстиями малого диаметра.
Отсутствие ограничений по твёрдости стали и ее сплавов. Резке поддаются как закалённые стали, карбид вольфрама и другие жаропрочные материалы.
Отсутствие контакта проволоки со стальной заготовкой. Это предотвращает её износ и деформацию.
Нет ограничений по толщине стальной заготовки. Но при значительной высоте реза точность может снизиться из-за отклонения электрода.

Отправить заявку
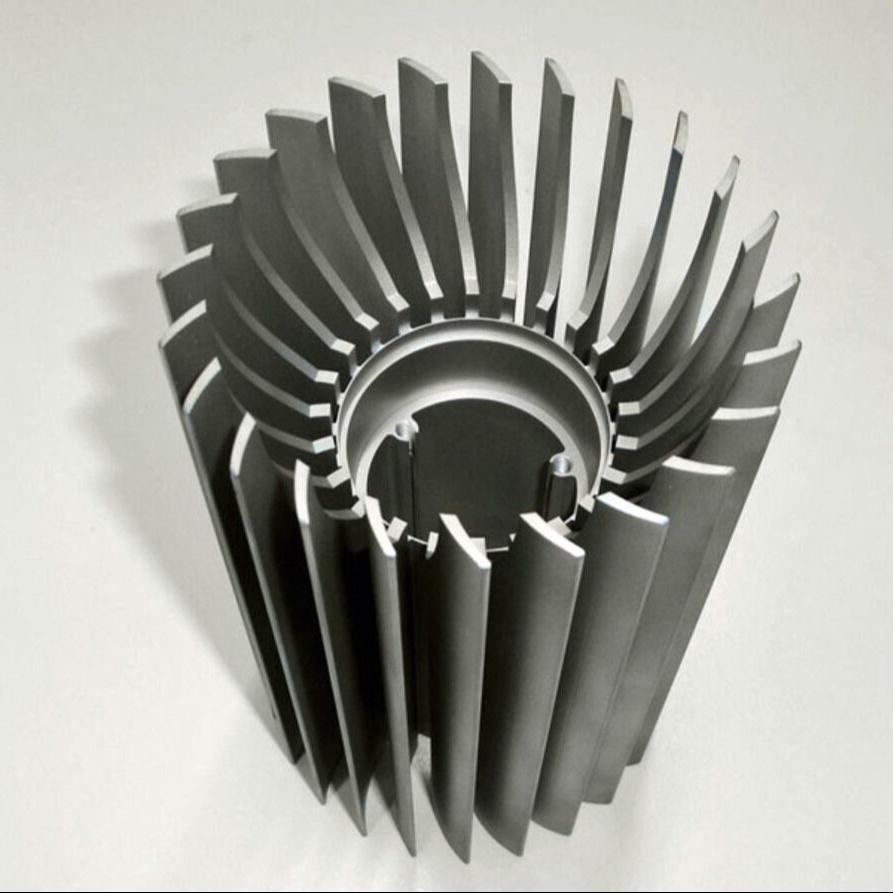
Электроэрозионная резка алюминия и его сплавов.
Выполняем работы по электроэрозионной резке алюминия и его сплавов различной плотности: дюралюминия типа Д16, алюминиево-магниевых сплавов типа АМг, АЛ2, АК6 и другие.
Возможность создания алюминиевых деталей произвольной геометрии. В том числе с криволинейными контурами и отверстиями малого диаметра.
Отсутствие ограничений по твёрдости алюминия и его сплавов. Самыми распространенными легирующими элементами в составе алюминиевых сплавов являются: медь, магний, марганец, кремний и цинк. Реже — цирконий, литий, бериллий, титан.
Отсутствие контакта проволоки с алюминиевой заготовкой. Это предотвращает её износ и деформацию.
Нет ограничений по толщине алюминиевой заготовки. Но при значительной высоте реза точность может снизиться из-за отклонения электрода.
Возможность создания алюминиевых деталей произвольной геометрии. В том числе с криволинейными контурами и отверстиями малого диаметра.
Отсутствие ограничений по твёрдости алюминия и его сплавов. Самыми распространенными легирующими элементами в составе алюминиевых сплавов являются: медь, магний, марганец, кремний и цинк. Реже — цирконий, литий, бериллий, титан.
Отсутствие контакта проволоки с алюминиевой заготовкой. Это предотвращает её износ и деформацию.
Нет ограничений по толщине алюминиевой заготовки. Но при значительной высоте реза точность может снизиться из-за отклонения электрода.


Отправить заявку
Электроэрозионная резка нержавеющей стали.
Выполняем работы по электроэрозионной резки нержавеющей стали и ее сплавов с различными характеристиками. Некоторые марки нержавеющей стали, которые поддаются обработке этим методом: 20х13, 40х13, 14х17н2а.
Возможность создания деталей из нержавейки произвольной геометрии. В том числе с криволинейными контурами и отверстиями малого диаметра.
Отсутствие ограничений по твёрдости нержавеющей стали и ее сплавов. Самыми распространенными элементами в составе нержавеющих сталей являются: углерод, хром, кремний, фосфор, марганец, сера, никель, титан, железо, медь.
Отсутствие контакта проволоки с заготовкой из нержавеющей стали. Это предотвращает её износ и деформацию.
Нет ограничений по толщине нержавеющей заготовки. Но при значительной высоте реза точность может снизиться из-за отклонения электрода.
Возможность создания деталей из нержавейки произвольной геометрии. В том числе с криволинейными контурами и отверстиями малого диаметра.
Отсутствие ограничений по твёрдости нержавеющей стали и ее сплавов. Самыми распространенными элементами в составе нержавеющих сталей являются: углерод, хром, кремний, фосфор, марганец, сера, никель, титан, железо, медь.
Отсутствие контакта проволоки с заготовкой из нержавеющей стали. Это предотвращает её износ и деформацию.
Нет ограничений по толщине нержавеющей заготовки. Но при значительной высоте реза точность может снизиться из-за отклонения электрода.

Отправить заявку
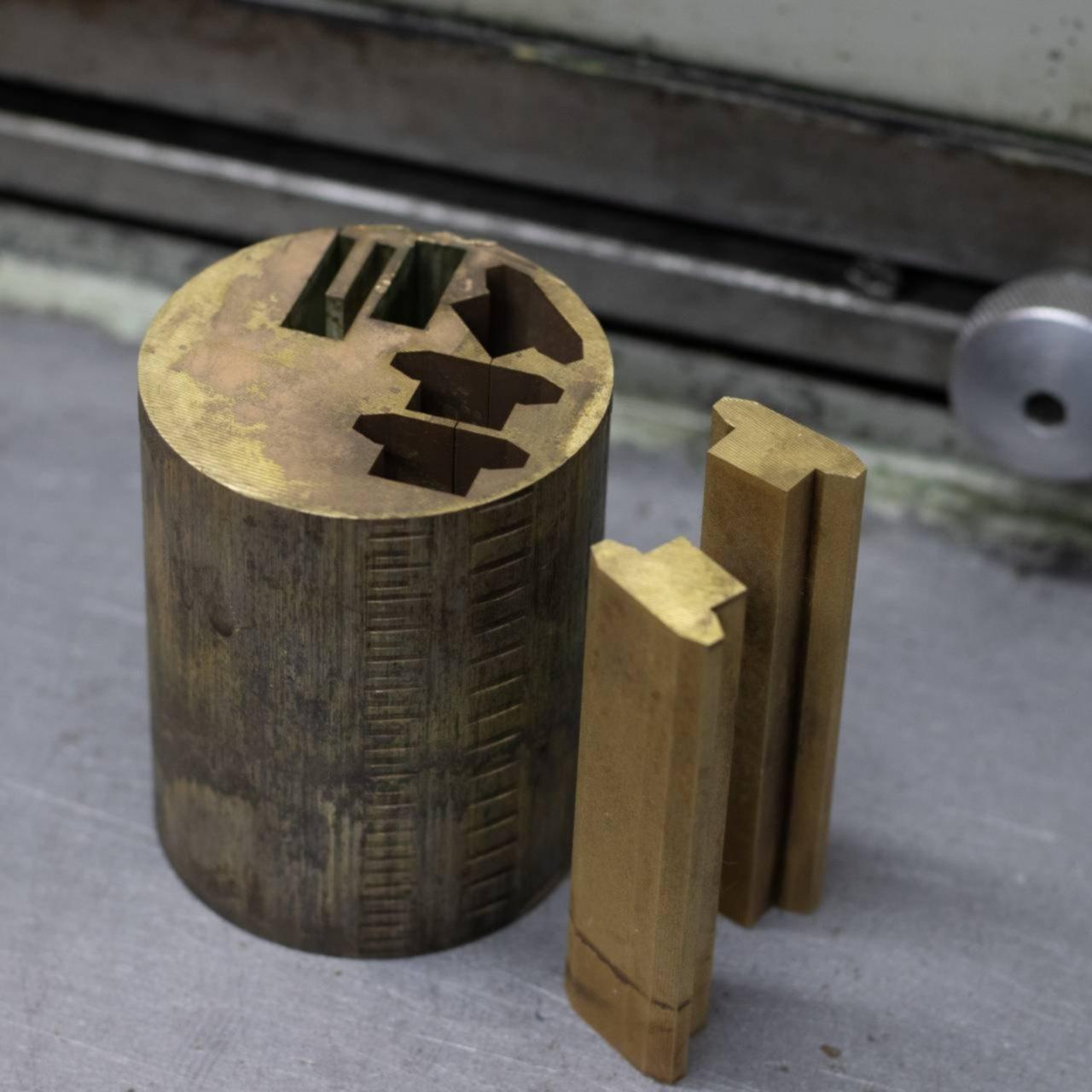
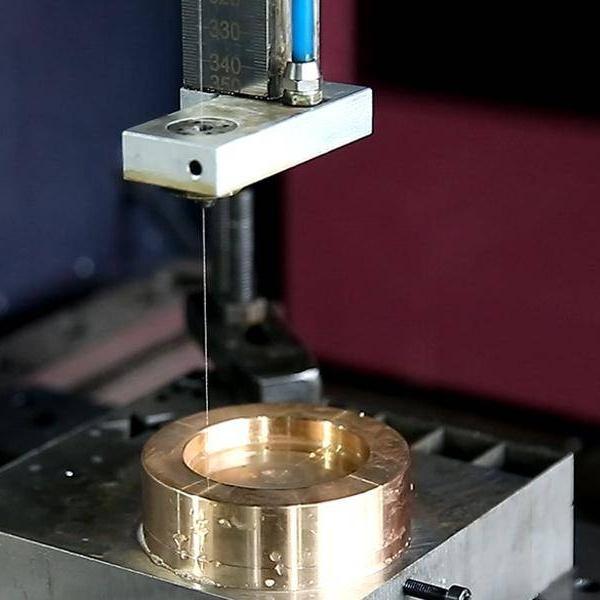
Электроэрозионная резка бронзы.
Выполняем работы по электроэрозионной резке бронзы и ее сплавов с различными характеристиками: БрОЦС5-5-5. БрАЖ9-4. БрАЖМц10-3-1,5 и другие.
Возможность создания деталей из бронзы произвольной геометрии. В том числе с криволинейными контурами и отверстиями малого диаметра.
Отсутствие контакта проволоки с заготовкой из бронзы. Это предотвращает её износ и деформацию.
Нет ограничений по толщине бронзовой заготовки. Но при значительной высоте реза точность может снизиться из-за отклонения электрода.
Точность достигает ±0,005 мм, шероховатость поверхности — Ra 0,1 мкм.
Возможность создания деталей из бронзы произвольной геометрии. В том числе с криволинейными контурами и отверстиями малого диаметра.
Отсутствие контакта проволоки с заготовкой из бронзы. Это предотвращает её износ и деформацию.
Нет ограничений по толщине бронзовой заготовки. Но при значительной высоте реза точность может снизиться из-за отклонения электрода.
Точность достигает ±0,005 мм, шероховатость поверхности — Ra 0,1 мкм.

Отправить заявку
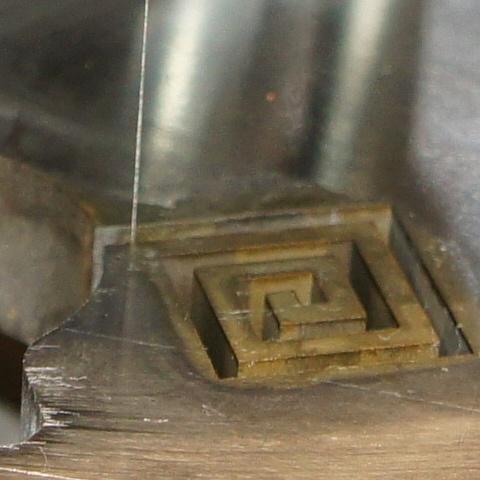
Электроэрозионная резка латуни и ее сплавов.
Выполняем работы электроэрозионной резки латуни и ее сплавов с различными характеристиками: ЛС59-1, Л-63, Л59 и другие.
Возможность создания деталей из латуни произвольной геометрии. В том числе с криволинейными контурами и отверстиями малого диаметра.
Отсутствие контакта проволоки с заготовкой из латуни. Это предотвращает её износ и деформацию.
Нет ограничений по толщине латунной заготовки. Но при значительной высоте реза точность может снизиться из-за отклонения электрода.
Точность достигает ±0,005 мм, шероховатость поверхности — Ra 0,1 мкм.
Возможность создания деталей из латуни произвольной геометрии. В том числе с криволинейными контурами и отверстиями малого диаметра.
Отсутствие контакта проволоки с заготовкой из латуни. Это предотвращает её износ и деформацию.
Нет ограничений по толщине латунной заготовки. Но при значительной высоте реза точность может снизиться из-за отклонения электрода.
Точность достигает ±0,005 мм, шероховатость поверхности — Ra 0,1 мкм.
Отправить заявку
Электроэрозионная резка меди и ее сплавов.
Выполняем работы электроэрозионной резки деталей из меди и ее сплавов с различными характеристиками: М00, М0, М1, М2 и другие.
Возможность создания деталей из меди произвольной формы. В том числе с криволинейными контурами и отверстиями малого диаметра.
Отсутствие контакта проволоки с медной заготовкой. Это предотвращает её износ и деформацию.
Нет ограничений по толщине медной заготовкой. Но при значительной высоте реза точность может снизиться из-за отклонения электрода.
Точность достигает ±0,005 мм, шероховатость поверхности — Ra 0,1 мкм.
Возможность создания деталей из меди произвольной формы. В том числе с криволинейными контурами и отверстиями малого диаметра.
Отсутствие контакта проволоки с медной заготовкой. Это предотвращает её износ и деформацию.
Нет ограничений по толщине медной заготовкой. Но при значительной высоте реза точность может снизиться из-за отклонения электрода.
Точность достигает ±0,005 мм, шероховатость поверхности — Ra 0,1 мкм.

Отправить заявку
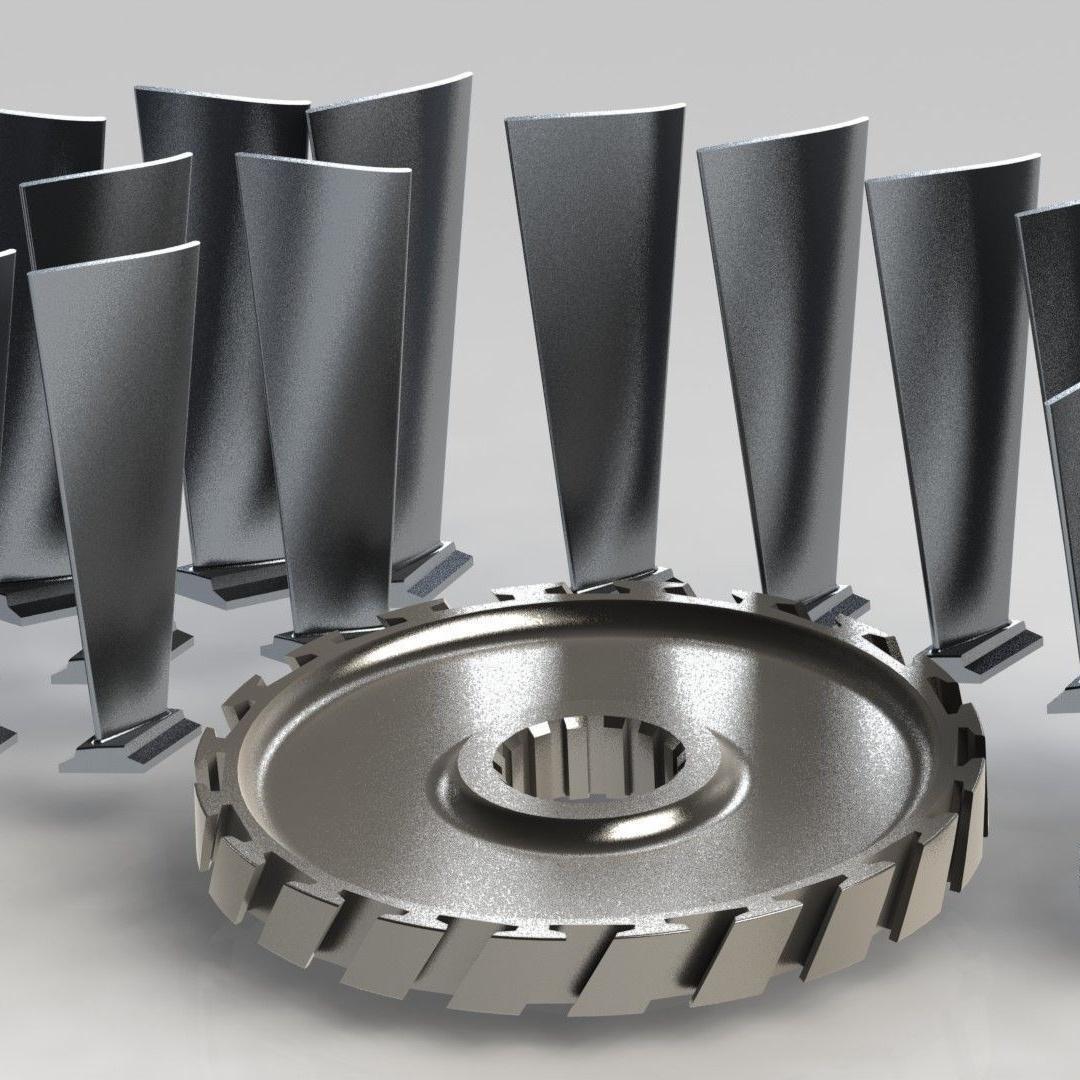
Электроэрозионная резка меди и ее сплавов.
Выполняем электроэрозионную резку деталей из титана и его сплавов с различными характеристиками: ВТ-1-0, Ti-6Al-4V и другие.
Возможность создания деталей из титана произвольной геометрии. В том числе с криволинейными контурами и отверстиями малого диаметра.
Отсутствие ограничений по твёрдости титана и его сплавов. Самыми распространенными элементами в составе титановых сплавов являются: алюминий, молибден, ванадий, марганец, хром, олово, кремний, цирконий, железо.
Отсутствие контакта проволоки с титановой заготовкой. Это предотвращает её износ и деформацию.
Нет ограничений по толщине титановых заготовок. Но при значительной высоте реза точность может снизиться из-за отклонения электрода.
Возможность создания деталей из титана произвольной геометрии. В том числе с криволинейными контурами и отверстиями малого диаметра.
Отсутствие ограничений по твёрдости титана и его сплавов. Самыми распространенными элементами в составе титановых сплавов являются: алюминий, молибден, ванадий, марганец, хром, олово, кремний, цирконий, железо.
Отсутствие контакта проволоки с титановой заготовкой. Это предотвращает её износ и деформацию.
Нет ограничений по толщине титановых заготовок. Но при значительной высоте реза точность может снизиться из-за отклонения электрода.
Отправить заявку
Станочный парк организации позволяет выполнять сложные заказы.
Благодаря широкому спектру операций механической обработки металла ООО "ПРОМ-МЕХАНИКА" может производить изделия различных форм и размеров с необходимыми характеристиками и качеством поверхности.
Ассортимент инструментов для проведения обработки на производстве позволяет изготовить как мелкие детали: гайки, винты с резьбой, обычные бытовые детали, так и более масштабные детали машин — двигателей, строительного оборудования и более сложных механизмов.
Наличие металла на складе и производство полного цикла сокращает сроки производства.
Процент выборки для проверки качества достигает 100%.
Отправить заявкуБлагодаря широкому спектру операций механической обработки металла ООО "ПРОМ-МЕХАНИКА" может производить изделия различных форм и размеров с необходимыми характеристиками и качеством поверхности.
Ассортимент инструментов для проведения обработки на производстве позволяет изготовить как мелкие детали: гайки, винты с резьбой, обычные бытовые детали, так и более масштабные детали машин — двигателей, строительного оборудования и более сложных механизмов.
Наличие металла на складе и производство полного цикла сокращает сроки производства.
Процент выборки для проверки качества достигает 100%.
Изготовление деталей высокой точности
Задать вопрос
Получить консультацию еще никогда не было так просто! Введите данные ниже, а остальное оставьте нам!
Оставляя заявку, вы соглашаетесь на обработку персональных данных.
Онлайн быстрее
Оформить заказ еще никогда не было так просто! Введите данные ниже, а остальное оставьте нам!
Оставляя заявку, вы соглашаетесь на обработку персональных данных.
Craftum
Сайт создан на Craftum